Parts of Plasma Arc Machining System
- Plasma Torch: The core component that generates the plasma jet. It contains a tungsten electrode and nozzle.
- Gas Supply: Provides the primary and secondary gases (e.g., nitrogen, argon, or oxygen) used to form and sustain the plasma jet.
- Power Supply: Delivers the electric arc to ionize the gas and maintain the plasma state.
- Cooling System: Circulates water or secondary gas to cool the torch and prevent overheating.
- Workpiece: The material to be machined, which serves as the anode in the circuit.
- Control System: Monitors and adjusts parameters like gas flow, current, and nozzle positioning for precise machining.
Diagram
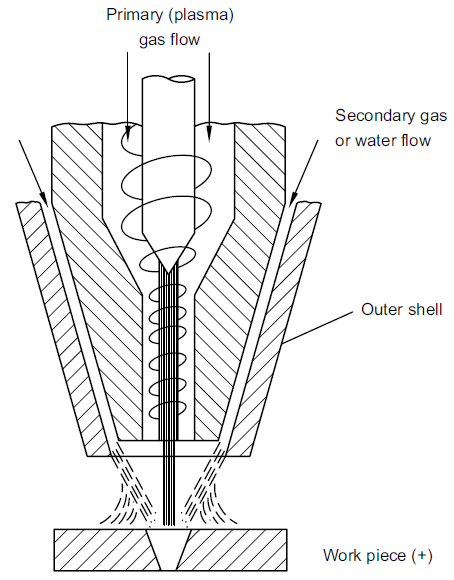
The Figure 1 illustrates the key components and working of plasma arc machining:
- Primary Gas Flow: Responsible for forming the plasma.
- Secondary Gas or Water Flow: Used for cooling and aiding material removal.
- Outer Shell: Encases the torch components.
- Workpiece (+): Serves as the anode.
Working of Plasma Arc Machining System
The process works by creating a high-velocity stream of ionized gas, known as plasma, which is capable of transferring energy to the workpiece. Here’s how it works step by step:
- Gas Ionization: A gas (such as nitrogen, argon, or hydrogen) is introduced into the plasma torch. The gas is heated to an extremely high temperature by an electric arc established between a tungsten electrode and the workpiece.
- Plasma Formation: The heat ionizes the gas, converting it into a plasma state. Plasma is electrically conductive and can reach temperatures of 10,000°C to 50,000°C.
- Material Removal: The plasma jet is directed at the workpiece, where its heat melts the material at the surface. The high-velocity plasma jet and the secondary gas flow remove the molten material from the machining area.
- Cooling: Secondary gases or water flows are used to cool the surrounding area to prevent thermal damage to the workpiece.
Advantages of Plasma Arc Machining
- High Cutting Speed: Faster than traditional methods, reducing machining time.
- Versatility: Suitable for cutting a wide range of materials, including hard-to-machine metals and ceramics.
- No Contact Machining: Eliminates tool wear and mechanical stresses on the workpiece.
- Precision: Achieves intricate and detailed cuts.
- Minimal Heat-Affected Zone (HAZ): Advanced cooling minimizes thermal damage.
- Environmentally Friendly: Generates less waste compared to mechanical machining methods.
Applications of Plasma Arc Machining
- Metal Cutting: Commonly used in industries such as automotive and aerospace for cutting steel, aluminum, and titanium.
- Repair Operations: Removing damaged material from components for repairs.
- Fabrication: Cutting and shaping materials for construction, piping, and shipbuilding industries.
- Ceramics and Composites: Suitable for machining materials that are difficult to handle using conventional methods.
- Medical Devices: Used to manufacture components requiring high precision, such as surgical instruments.
- Engraving and Etching: Used for detailed and artistic applications.
Disadvantages of Plasma Arc Machining
- High Energy Consumption: Requires a significant amount of power, leading to higher operational costs.
- Expensive Equipment: Initial investment and maintenance costs are high.
- Thermal Distortion: Can cause slight warping or deformation in thin materials.
- Limited Material Thickness: Less effective for materials with very high thickness.
- Noise and Light Pollution: The process generates intense light and noise, requiring protective measures.
- Health Hazards: Fumes and gases produced during machining can be harmful if not managed properly.