Electroslag Welding (ESW) is a highly efficient welding process used for joining thick metal plates in a vertical or near-vertical position. It is a single-pass welding technique that uses an electric arc to generate heat, melting the metal and forming a weld. The process utilizes molten slag as a conductive medium to transfer heat to the base metal and filler wire, ensuring a smooth and continuous weld.
ESW is commonly used in heavy structural applications, such as shipbuilding, bridge construction, pressure vessels, and large machinery manufacturing, where deep penetration and high deposition rates are required.
Parts of Electroslag Welding
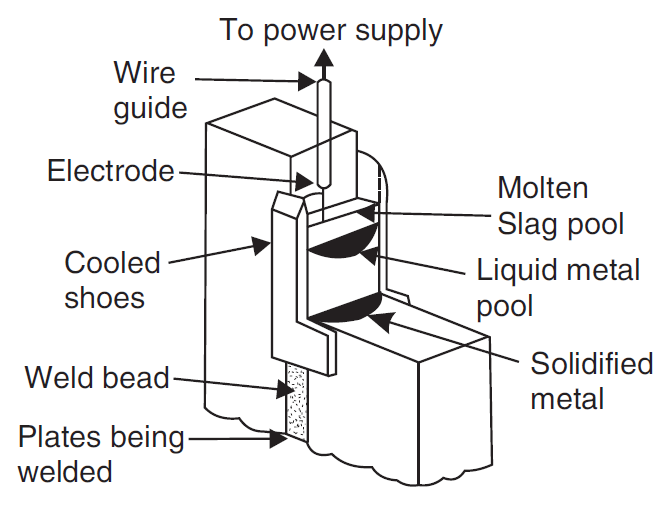
- Power Supply: Provides the required electrical energy for melting the electrode and forming the weld. Uses Direct Current (DC) with electrode positive polarity.
- Electrode (Wire or Strip): A consumable metal wire that melts to form the weld. Typically made of mild steel, stainless steel, or specialized alloys.
- Wire Guide: Directs the electrode wire into the welding joint, ensuring proper alignment.
- Flux Material: Forms the molten slag pool, which protects the weld from contamination and transfers heat efficiently.
- Cooled Shoes (Copper Shoes): Placed on both sides of the weld joint to prevent the molten metal from flowing out. Water-cooled to maintain structural integrity.
- Slag Pool: The electrically conductive slag that melts and transfers heat to the base metal.
- Liquid Metal Pool: The molten metal that solidifies to form the weld.
- Plates Being Welded: The thick metal plates that are joined together using the ESW process.
- Weld Bead: The final solidified metal that forms a strong and defect-free joint.
Working Process of Electroslag Welding
Electroslag welding involves the following steps:
- 1. Preparation of the Workpiece: The metal plates to be welded are set up in a vertical or near-vertical position. Copper shoes (water-cooled) are placed on either side of the joint to prevent the molten metal from escaping.
- 2. Initiation of the Welding Process: A consumable electrode wire is fed into the joint through a wire guide. An electric current passes through the electrode, generating an arc that initially melts a small portion of the metal.
- 3. Formation of Molten Slag: Once the arc is established, a flux is added, which melts to form a pool of molten slag. The molten slag is electrically conductive and carries the current, transferring heat to the base metal and electrode.
- 4. Welding Progression: The molten slag melts the filler wire and base metal, creating a liquid metal pool beneath it. As welding progresses, the molten metal solidifies at the bottom, forming a strong weld joint. The process continues in an upward direction as more electrode material is fed, and the molten slag pool moves upward.
- 5. Completion and Cooling: Once the welding is complete, the slag cools and solidifies, forming a protective layer. The cooled shoes are removed, and the final weld is inspected for quality.
Advantages of Electroslag Welding
- High Welding Speed: ESW has a high deposition rate, making it ideal for welding thick materials in a single pass.
- Deep Penetration: The process allows for full penetration welding of thick plates (up to 300 mm or more).
- Minimal Distortion: Due to its single-pass nature and the presence of molten slag, heat is evenly distributed, reducing warping and distortion.
- High-Quality Welds: The molten slag pool shields the weld from oxidation and impurities, producing high-strength welds.
- Cost-Effective for Thick Materials: Reduces the need for multiple welding passes, saving time and materials.
- No Need for Edge Preparation: Unlike other welding methods, ESW does not require extensive edge preparation.
- Automated Operation: ESW is easily automated, reducing the need for skilled labor.
Applications of Electroslag Welding
- Bridge Construction: Used in the fabrication of large steel bridge structures where deep penetration and high strength are required.
- Shipbuilding: Employed in ship hull construction and large structural components.
- Pressure Vessels and Boilers: Ideal for welding thick-walled pressure vessels and boiler shells.
- Structural Steel Fabrication: Used in the construction of high-rise buildings and heavy-duty industrial structures.
- Large Machinery Manufacturing: Applied in the production of large industrial equipment and machinery parts.
- Railway and Aerospace Industries: Used in the manufacturing of railway tracks and aerospace components.
Disadvantages of Electroslag Welding
- Limited to Vertical Welding: ESW is primarily suitable for vertical welding and cannot be used for horizontal or overhead positions.
- High Initial Cost: Requires specialized equipment and setup, making it expensive for small-scale operations.
- Requires Skilled Operators: Although automated, proper operation requires trained professionals.
- Risk of Slag Inclusions: If not properly controlled, slag can get trapped in the weld, leading to defects.
- Not Suitable for Thin Materials: Best suited for thick sections, and not ideal for sheets thinner than 25 mm.
- Cooling Rate Control: Improper cooling can lead to cracks or structural weaknesses in the weld.
Conclusion
Electroslag Welding (ESW) is a highly efficient and cost-effective process for welding thick metal plates in a vertical position. Its ability to produce deep penetration, high-quality welds makes it ideal for heavy structural applications. However, it requires specialized equipment and trained operators to ensure proper execution.